


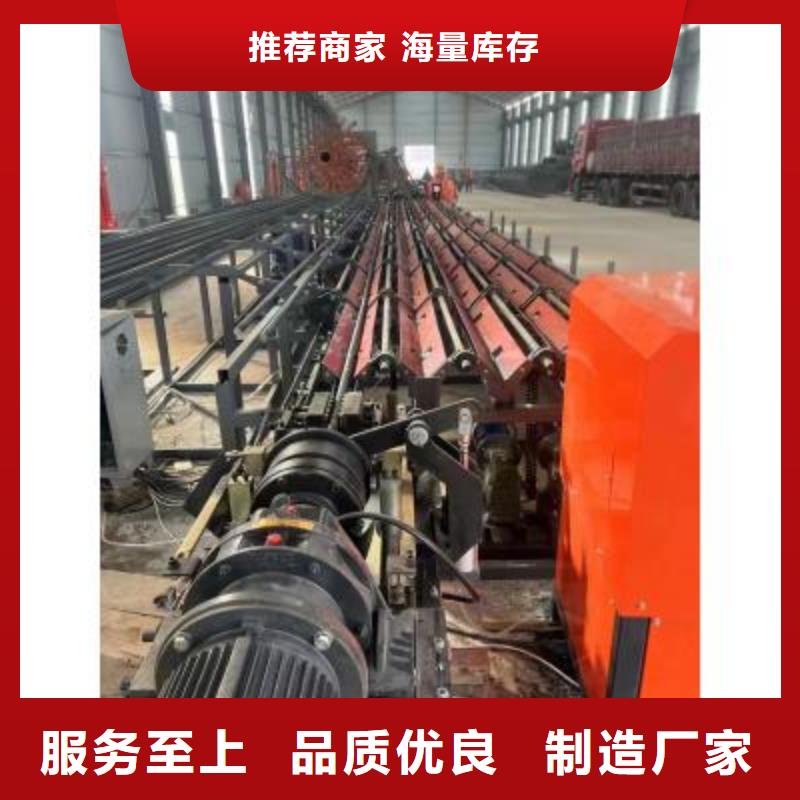


西安数控钢筋锯切套丝打磨生产线全国发货

西安锯切套丝生产线的原料存储架采用大吨位存储,可与棒材自动上料机配合使用,上一个循环尚未结束就可以进行下一步配料,缩短了循环周期。全自动送料辊道,避免原料的二次搬运;钢筋输送、翻转、传递全部由机械完成,大幅度提高了效率;钢筋输送滚采用 V 型耐磨辊,耐磨、噪音低、寿命长.?产品特点:可自动完成对钢筋端头的自动切断,切头端面平整,可直接套丝。钢筋定尺机构采用伺服电机控制,通过伺服电机驱动丝杠机构来调整锯切刀口与定位挡板之间的距离,可锯切各种长度的钢筋。对钢筋长度的自动定尺,钢筋长度剪切精准,齐头钢筋尾料短可达到1cm,提高材料的利用率。锯切主机生产效率高,可对原料钢筋的两端自动定尺齐头,锯切主机采用双立柱设计,升降平稳,锯切稳定;钢筋压紧采用液压油缸两侧压料,压力大,锯切过程中,钢筋不会转动,减少对锯条的损伤,钢筋切头均匀。套丝辊道输送平台采用链条式传动,可对齐头后的钢筋临时储料,实现加工作业的流水线作业,减少设备的二次搬运,提高生产效率。辊道采用V型轮输送无需人工辅助,钢筋自动输送至套丝机,套丝完成后自动翻至下一个工序

在带锯床锯切过程中不必切削液,或切削液品种挑选不妥,配比失调,都将导致双金属带锯条锯条齿部过早磨损,严峻的将引起机床零件的发热而缩短运用寿命,然后进步生产成本,下降生产率。切削液的份额是依据资料的机械性能、化学成分,锯齿资料而确定的。引荐份额为:易切钢为%,度钢为%,其他资料为%。 切削液的运用要注意以下几点:)为避免切削液因化学改变,下降功用,运用机床切削液的容器:管路、水泵,要用金属清洗剂完全清洗,并用自来水冲刷,再用洁净棉纱抹洁净。(不能用洗衣粉、皂水清洗)。)直接用自来水和清洁水配制,不必加热和其它处理。)定时查看切削液是否发霉、发臭、铲除杂物、铁屑,必要时替换切削液。
带锯床油一热液压柱升不起来的原因分析
西安数控钢筋锯切套丝生产线针对国内螺纹钢筋的连接,整体结合国际技术,自主研发的集电气、液压、气动为一体全自动化科技产品,具有国际先进水平,国内。可自动完成钢筋直径12~50mm,强度HRB335、HRB400、HRB500的锯切,具有切削效率高、自动定尺、节能省料、操作简单等特点。加工服务: 售后客服24小时在线 服务特色: 效率高寿命长质量稳定质好价优数控钢筋锯切套丝生产线大锯切.快速度.率.超耐用节省人力欢迎定购!自动化程度高,大大降低劳动强度全机配备横向上料装置,上料方便自动套丝线与钢筋锯切设备连接,钢筋通过锯切设备将钢筋裁剪到规定长度后直接进入套丝设备不需要占用场地存放钢筋钢筋套丝工艺实现了自动化生产,提高了套丝生产设备的自动化程度并减少劳动力短时间实现从原材料到两端套丝半成品智能翻料机构当加工工位工序完成同时下一工位没有钢筋时自动进行翻料动作
5.锯片防护装置和挡板的设计应与圆锯片外露部分相适应其位置应靠近前使用位置。 *
6.锯床开关灵敏、可靠,标识清晰;能及时切断电源,无缺损、破裂。
作业活动
7.工作前对进给系统进行操作试验,确保灵敏可靠。
8.操作时应调整好防护罩或挡板,工件夹紧和锁紧可靠;锯条(片)应拉紧或装夹牢固,进刀量在允许范围内;在立式带锯床上进行手动进给时,应使用加工区专用工具,以防止手或手指进入加工区。 *
9.锯长料时,前、后应使用托架(见图示),防止材料锯断时坠落伤人。